- Haltekraft
- Hohlschaftkegel
- HSK-T
- Hochgeschwindigkeitszerspanen
- HSS (High Speed Steel)
- Hydraulische Spanntechnik
- Hydro-Dehnspannfutter
Haltekraft
Die Kraft, mit der das Werkstück im Spannmittel gespannt wird.
Hohlschaftkegel
Der Hohlschaftkegel (HSK) hat sich seit der Normung als Schnittstelle zwischen Maschine und Werkzeug durchgesetzt und bietet folgende Vorteile:
- Hohe statische und dynamische Steifigkeit
- Hohe Drehmomentübertragung und definierte radiale Positionierung
- Hohe Wechsel- und Wiederholgenauigkeit
- Hochgeschwindigkeitstauglichkeit
- Kurze Wechselzeiten
- Codierung bzw. Identifizierung
- Kühlmittelzufuhr
Begriffserklärung an HSK-A-Werkzeugaufnahmen
- Greiferrille: umlaufende V-Nut
- Positionskerbe quer zur Greiferrille (dient zur Indexierung)
- Mitnehmernut am Bund: Zur Indexierung oder zur Aufnahme in einem Werkzeugmagazin oder Greifer. Bei HSK-B/D gleichzeitig zur formschlüssigen Drehmomentübertragung zur Spindel.
- Codierbohrung: zur Aufnahme eines Datenträgers (Codierchip) im Bund
- Anschlussgewinde für Kühlmittelübergabeeinheit: zur Aufnahme des Kühlmittelrohrs
- Mitnehmernut am Kegelschaft: formschlüssige Drehmoment-Kegelschaft übertragung zur Spindel
- Radiale Zugriffsbohrung im Kegelschaft: zur Betätigung manueller Spannsysteme
- Spannschulter: Ringfläche, an der das Werkzeug eingezogen wird
- Lage der Werkzeugschneide bei einschneidigen Werkzeugen
Die Abmessungen uhnd Toleranzen finden Sie in folgenden Normen:
ISO 12164-1:2001 - Hohlkegelschnittstelle mit Plananlage - Teil 1: Schäfte; Maße
ISO/CD 12164-1 - Hollow taper interface with flange contact surface -- Part 1: Shanks of type AB, CB and EB
DIN 69893-1:2011-04 - Kegel-Hohlschäfte mit Plananlage - Teil 1: Kegel-Hohlschäfte Form A und Form C; Maße und Ausführung
DIN 69893-1:2011-04 - Hollow taper shanks with flange contact surface - Part 1: Hollow taper shanks type A and type C; Dimensions and design
DIN 69893-2:2011-04 - Kegel-Hohlschäfte mit Plananlage - Teil 2: Kegel-Hohlschäfte Form B; Maße und Ausführung
DIN 69893-2:2011-04 - Hollow taper shanks with flange contact surface - Part 2: Hollow taper shank type B; Dimensions and design
JIS B 6064-1:2007 - Hollow taper interface with flange contact surface - Part 1: Shanks - Dimensions [Corresponding International Standards: ISO 12164-1]
JIS B 6064-2:2007 - Hollow taper interface with flange contact surface - Part 2: Receivers - Dimensions ]Corresponding International Standards: ISO 12164-2]
HSK-T
Die HSK-T (T = Turning) Norm wurde speziell für den Einsatz von stehenden Werkzeugen auf Drehmaschinen entwickelt.
Im Vergleich zu den anderen HSK-Varianten ist das Mitnehmerspiel eingeschränkt und der Einfluss auf die Position der Schneide
minimiert. Zusätzlich wird es möglich, ohne Umbauten am Revolver vorzunehmen, auch angetriebene Werkzeuge auf dem HSK-T
Platz aufzunehmen. Die HSK-T-Schnittstelle wurde im Jahr 2008 zur ISO-Norm (ISO121 164-3:2008).
Hochgeschwindigkeitszerspanen
Der Begriff Hochgeschwindigkeitszerspanung (HGZ; englisch High Speed Cutting, HSC) bezeichnet in der Metallverarbeitung ein Zerspanungsverfahren, bei dem die Schnittparameter (Schnittgeschwindigkeit sowie Vorschubgeschwindigkeit) um ein Vielfaches höher als herkömmlich angewendet werden, um das Zeitspanvolumen maximal zu optimieren.
HSS (High Speed Steel)
HSS Schnellarbeitsstähle sind hochlegierte Werkzeugstähle die hauptsächlich zum Zerspanen und Umformen eingesetzt werden. Schnellarbeitsstähle enthalten 0,7 bis 1,4% Kohlenstoff, ca. 4% Chrom und unterschiedliche Gehalte an Wolfram, Molybdän, Vanadium und Cobalt.
Aufgrund dieser Elemente besitzen diese Stähle eine hohe Warmhärte, Warmfestigkeit, Zähigkeit und Anlassbeständigkeit. Schnellarbeitsstähle haben eine Kurzbezeichnung, die aus dem Symbol HS und den Legierungsgehalten in der Reihenfolge Wolfram, Molybdän, Vanadium und Cobalt besteht.
Hydraulische Spanntechnik
Hydraulische Spanntechnik bezieht sich auf die Verwendung von Hydraulikflüssigkeit, um eine Spannkraft auf ein Werkstück auszuüben. Dieses Verfahren erzeugt eine sehr hohe Spannkraft und eignet sich gut für Anwendungen, bei denen eine präzise Spannung erforderlich ist.
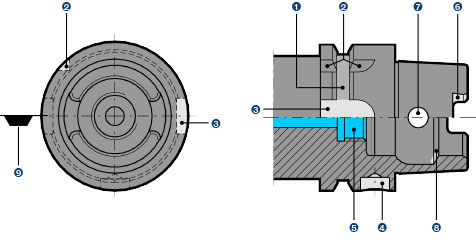
Hydro-Dehnspannfutter
Moderne Zerspanungsprozesse stellen besondere Anforderungen an die Werkzeugaufnahme. Hydraulik-Dehnspannfutter bieten deshalb guten Halt,
verbunden mit einem exakten Rundlauf. Zudem ermöglichen sie einen leichten und schnellen Werkzeugwechsel.
Durch Drehen der Druckschraube entsteht in der Druckkammer ein aus reichend hoher Druck, der zur elastischen Verformung der Dehnspannhülse führt, wodurch das Werkzeug kraftvoll gespannt wird - und das bei exaktem Rundlauf. Dies sorgt für einen sicheren und kraftschlüssigen Sitz. Werden Reduzierbuchsen, die unterschiedliche Werkzeugdurchmesser aufnehmen können, benutzt, dann lässt sich der Werkzeugeinsatz beliebig erweitern.
Vorteile
- Präzise Werkzeugspannung bei maximal 3 µm Rundlauffehler
- Übertragung hoher Drehmomente durch optimiertes Dehnhülsensystem (hohe Spannung)
- Hochgeschwindigkeitstauglich (keine Fliehkräfte durch Spannsegmente)
- Exakter Rundlauf, dadurch hervorragende Oberfl ächengüte und Maßhaltigkeit am Werkstück
- Rascher Werkzeugwechsel mittels leicht betätigbarer Spannschraube
- Optimale Werkzeugstandzeiten
- Vibrationsdämpfende Wirkung durch Hydro-Polster
Norm:
DIN 69882-7:2005 - Werkzeughalter mit KegelHohlschaft nach DIN 698931 - Teil 7: Form F, Dehnspannfutter - Maße
Ersatz für DIN 698827:200204
- Haltekraft - Hohlschaftkegel - HSK-T - Hochgeschwindigkeitszerspanen - HSS (High Speed Steel) - Hydraulische Spanntechnik - Hydro-Dehnspannfutter Haltekraft Die Kraft,...
mehr erfahren »
Fenster schließen
- Haltekraft
- Hohlschaftkegel
- HSK-T
- Hochgeschwindigkeitszerspanen
- HSS (High Speed Steel)
- Hydraulische Spanntechnik
- Hydro-Dehnspannfutter
Haltekraft
Die Kraft, mit der das Werkstück im Spannmittel gespannt wird.
Hohlschaftkegel
Der Hohlschaftkegel (HSK) hat sich seit der Normung als Schnittstelle zwischen Maschine und Werkzeug durchgesetzt und bietet folgende Vorteile:
- Hohe statische und dynamische Steifigkeit
- Hohe Drehmomentübertragung und definierte radiale Positionierung
- Hohe Wechsel- und Wiederholgenauigkeit
- Hochgeschwindigkeitstauglichkeit
- Kurze Wechselzeiten
- Codierung bzw. Identifizierung
- Kühlmittelzufuhr
Begriffserklärung an HSK-A-Werkzeugaufnahmen
- Greiferrille: umlaufende V-Nut
- Positionskerbe quer zur Greiferrille (dient zur Indexierung)
- Mitnehmernut am Bund: Zur Indexierung oder zur Aufnahme in einem Werkzeugmagazin oder Greifer. Bei HSK-B/D gleichzeitig zur formschlüssigen Drehmomentübertragung zur Spindel.
- Codierbohrung: zur Aufnahme eines Datenträgers (Codierchip) im Bund
- Anschlussgewinde für Kühlmittelübergabeeinheit: zur Aufnahme des Kühlmittelrohrs
- Mitnehmernut am Kegelschaft: formschlüssige Drehmoment-Kegelschaft übertragung zur Spindel
- Radiale Zugriffsbohrung im Kegelschaft: zur Betätigung manueller Spannsysteme
- Spannschulter: Ringfläche, an der das Werkzeug eingezogen wird
- Lage der Werkzeugschneide bei einschneidigen Werkzeugen
Die Abmessungen uhnd Toleranzen finden Sie in folgenden Normen:
ISO 12164-1:2001 - Hohlkegelschnittstelle mit Plananlage - Teil 1: Schäfte; Maße
ISO/CD 12164-1 - Hollow taper interface with flange contact surface -- Part 1: Shanks of type AB, CB and EB
DIN 69893-1:2011-04 - Kegel-Hohlschäfte mit Plananlage - Teil 1: Kegel-Hohlschäfte Form A und Form C; Maße und Ausführung
DIN 69893-1:2011-04 - Hollow taper shanks with flange contact surface - Part 1: Hollow taper shanks type A and type C; Dimensions and design
DIN 69893-2:2011-04 - Kegel-Hohlschäfte mit Plananlage - Teil 2: Kegel-Hohlschäfte Form B; Maße und Ausführung
DIN 69893-2:2011-04 - Hollow taper shanks with flange contact surface - Part 2: Hollow taper shank type B; Dimensions and design
JIS B 6064-1:2007 - Hollow taper interface with flange contact surface - Part 1: Shanks - Dimensions [Corresponding International Standards: ISO 12164-1]
JIS B 6064-2:2007 - Hollow taper interface with flange contact surface - Part 2: Receivers - Dimensions ]Corresponding International Standards: ISO 12164-2]
HSK-T
Die HSK-T (T = Turning) Norm wurde speziell für den Einsatz von stehenden Werkzeugen auf Drehmaschinen entwickelt.
Im Vergleich zu den anderen HSK-Varianten ist das Mitnehmerspiel eingeschränkt und der Einfluss auf die Position der Schneide
minimiert. Zusätzlich wird es möglich, ohne Umbauten am Revolver vorzunehmen, auch angetriebene Werkzeuge auf dem HSK-T
Platz aufzunehmen. Die HSK-T-Schnittstelle wurde im Jahr 2008 zur ISO-Norm (ISO121 164-3:2008).
Hochgeschwindigkeitszerspanen
Der Begriff Hochgeschwindigkeitszerspanung (HGZ; englisch High Speed Cutting, HSC) bezeichnet in der Metallverarbeitung ein Zerspanungsverfahren, bei dem die Schnittparameter (Schnittgeschwindigkeit sowie Vorschubgeschwindigkeit) um ein Vielfaches höher als herkömmlich angewendet werden, um das Zeitspanvolumen maximal zu optimieren.
HSS (High Speed Steel)
HSS Schnellarbeitsstähle sind hochlegierte Werkzeugstähle die hauptsächlich zum Zerspanen und Umformen eingesetzt werden. Schnellarbeitsstähle enthalten 0,7 bis 1,4% Kohlenstoff, ca. 4% Chrom und unterschiedliche Gehalte an Wolfram, Molybdän, Vanadium und Cobalt.
Aufgrund dieser Elemente besitzen diese Stähle eine hohe Warmhärte, Warmfestigkeit, Zähigkeit und Anlassbeständigkeit. Schnellarbeitsstähle haben eine Kurzbezeichnung, die aus dem Symbol HS und den Legierungsgehalten in der Reihenfolge Wolfram, Molybdän, Vanadium und Cobalt besteht.
Hydraulische Spanntechnik
Hydraulische Spanntechnik bezieht sich auf die Verwendung von Hydraulikflüssigkeit, um eine Spannkraft auf ein Werkstück auszuüben. Dieses Verfahren erzeugt eine sehr hohe Spannkraft und eignet sich gut für Anwendungen, bei denen eine präzise Spannung erforderlich ist.
Hydro-Dehnspannfutter
Moderne Zerspanungsprozesse stellen besondere Anforderungen an die Werkzeugaufnahme. Hydraulik-Dehnspannfutter bieten deshalb guten Halt,
verbunden mit einem exakten Rundlauf. Zudem ermöglichen sie einen leichten und schnellen Werkzeugwechsel.
Durch Drehen der Druckschraube entsteht in der Druckkammer ein aus reichend hoher Druck, der zur elastischen Verformung der Dehnspannhülse führt, wodurch das Werkzeug kraftvoll gespannt wird - und das bei exaktem Rundlauf. Dies sorgt für einen sicheren und kraftschlüssigen Sitz. Werden Reduzierbuchsen, die unterschiedliche Werkzeugdurchmesser aufnehmen können, benutzt, dann lässt sich der Werkzeugeinsatz beliebig erweitern.
Vorteile
- Präzise Werkzeugspannung bei maximal 3 µm Rundlauffehler
- Übertragung hoher Drehmomente durch optimiertes Dehnhülsensystem (hohe Spannung)
- Hochgeschwindigkeitstauglich (keine Fliehkräfte durch Spannsegmente)
- Exakter Rundlauf, dadurch hervorragende Oberfl ächengüte und Maßhaltigkeit am Werkstück
- Rascher Werkzeugwechsel mittels leicht betätigbarer Spannschraube
- Optimale Werkzeugstandzeiten
- Vibrationsdämpfende Wirkung durch Hydro-Polster
Norm:
DIN 69882-7:2005 - Werkzeughalter mit KegelHohlschaft nach DIN 698931 - Teil 7: Form F, Dehnspannfutter - Maße
Ersatz für DIN 698827:200204