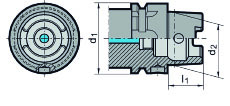
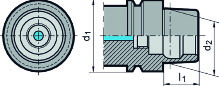
DIN 69063-1 (ISO 12164-1) Form A
Standard type for machining centres and milling machines.
HSK for automatic tool change with gripper groove and index notch. Manual operation is via access hole in taper. Form B relies on driving dogs on the joint face as shank isn t slotted. Torque is transmitted through highly
accurate connnection.
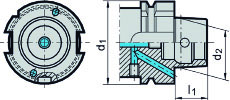
DIN 69063-2 (ISO 12164-1) Form B
For machining centres, milling and turning machines. With enlarged flange size for rigid machining. For
automatic tool change. Coolant supply through the flange. Drive keys at the flange. Hole for data carrier
DIN STD 69873 at the flange.
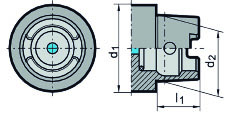
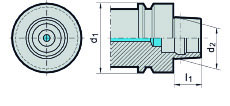
DIN 69063-1 (ISO 12164-1) Form C
For transfer lines, special machines and modular tooling systems. HSK for manual tool change. Operation is via access hole in taper. Form D relies on driving dogs on the joint face as shank isn t slotted. Torque is transmitted through highly accurate connnection.
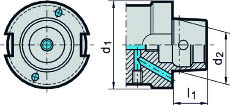
DIN 69063-2 (ISO 12164-2) Form D
For special machines. With enlarged flange size for rigid machining. For manual tool change. Coolant supply through the flange. Drive keys at the flange.
DIN 69063-5 Form E
For high-speed applications. For automatic tool change. HSK for automatic tool change. Torque is transmitted through highly accurate connnection. Version with access hole acc. to DIN 69893-1 by arrangement.
DIN 69063-6 Form F
For high-speed applications mainly in woodworking industries. HSK for automatic tool change. Torque is transmitted through highly accurate connnection. Version with access hole acc. to DIN 69893-1 by arrangement.
ISO 12164-3 Form T
The standard for the HSK-T (T = Turning) was developed especially for using stationary tools on lathes.
In comparison with the other HSK variants the driving element play is limited and the effect on the position of the cutting edge minimised. In addition it is possible to also mount powered tools on the HSK-T station without modifications to the revolver.
DIN 69063-1 (ISO 12164-1) Form A Standard type for machining centres and milling machines. HSK for automatic tool change with gripper groove and index notch. Manual operation is via access...
read more »
Close window
DIN 69063-1 (ISO 12164-1) Form A
Standard type for machining centres and milling machines.
HSK for automatic tool change with gripper groove and index notch. Manual operation is via access hole in taper. Form B relies on driving dogs on the joint face as shank isn t slotted. Torque is transmitted through highly
accurate connnection.
DIN 69063-2 (ISO 12164-1) Form B
For machining centres, milling and turning machines. With enlarged flange size for rigid machining. For
automatic tool change. Coolant supply through the flange. Drive keys at the flange. Hole for data carrier
DIN STD 69873 at the flange.
DIN 69063-1 (ISO 12164-1) Form C
For transfer lines, special machines and modular tooling systems. HSK for manual tool change. Operation is via access hole in taper. Form D relies on driving dogs on the joint face as shank isn t slotted. Torque is transmitted through highly accurate connnection.
DIN 69063-2 (ISO 12164-2) Form D
For special machines. With enlarged flange size for rigid machining. For manual tool change. Coolant supply through the flange. Drive keys at the flange.
DIN 69063-5 Form E
For high-speed applications. For automatic tool change. HSK for automatic tool change. Torque is transmitted through highly accurate connnection. Version with access hole acc. to DIN 69893-1 by arrangement.
DIN 69063-6 Form F
For high-speed applications mainly in woodworking industries. HSK for automatic tool change. Torque is transmitted through highly accurate connnection. Version with access hole acc. to DIN 69893-1 by arrangement.
ISO 12164-3 Form T
The standard for the HSK-T (T = Turning) was developed especially for using stationary tools on lathes.
In comparison with the other HSK variants the driving element play is limited and the effect on the position of the cutting edge minimised. In addition it is possible to also mount powered tools on the HSK-T station without modifications to the revolver.