Le cône face creux (HSK) s était établi depuis la standardisation comme interface entre la machine-outil et l outil.
Les avantages de l HSK pour l utilisateur incluent:
- Rigidité hautement statique et dynamique.
- Reproductibilité axiale et radiale de haute précision.
- Exactitude invraisemblable aux changements répétés
- Bon comportement à haute vitesse
- Temps de changement extrêmement courts
- Codification, identification
- Alimentation de la lubrification
Conseils d équilibrage et limites des vitesses de rotation
Porte-outils HSK de Kemmler sont pré-équilibré de principe à G 6,3 15.000 tr./mn.
Équilibrage fin si besoin est possible.
La vitesse de rotation est le facteur le plus important qui influence
considérablement le comportement des broches, attachements et
roulements dont les limites sont connues et c est pourquoi, lors de la
normalisation des HSK, des vitesses de rotation maximales ont été
retenues comme suit:
HSK-A/C 32 jusqu à 30.000 tr./mn
HSK-A/C 40 jusqu à 30.000 tr./mn
HSK-A/C 50 jusqu à 30.000 tr./mn
HSK-A/C 63 jusqu à 25.000 tr./mn
HSK-A/C 80 jusqu à 20.000 tr./mn
HSK-A/C 100 jusqu à 16.000 tr./mn
En fonction de l outil, à vitesses de rotation maximales, il est parfois nécessaire d équilibrer l ensemble, mandrin et outil. Des valeurs précises à ce sujet ne peuvent être déterminées que si la machine et la broche de la machine on été prises en considération ainsi que le type d outil et sa longueur dépassant le mandrin de serrage.
Définition des mots techniques de l attachement automatique HSK-A
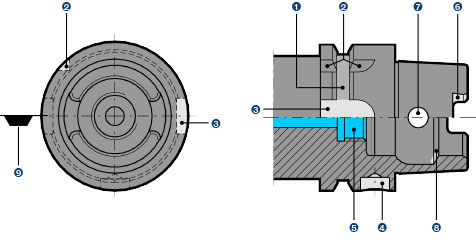
- Collerette: rainure périphérique en Vé
- Rainure d indexage: rainure transversale sur collerette
- Rainure d entraînement, d indexage et de prise sur l échangueur. Pour les formes HSK B et D, afin d assurer le couple.
- Cavité: emplacement pour le microprocesseur
- Perçage et filetage: montage de l adducteur de la lubrification centrale
- Rainures sur le cône: reforçant l entraînement du système
- Orifice radial?: passage de la clé pour le serrage manuel
- Gorge de préhension: chanfrein incliné servant d appui aux mors de serrage
- Position de la lame d outil chez outils à un seul tranchant
Le cône face creux (HSK) s était établi depuis la standardisation comme interface entre la machine-outil et l outil. Les avantages de l HSK pour l utilisateur incluent: Rigidité hautement...
lire plus »
Fermer fenêtre
Le cône face creux (HSK) s était établi depuis la standardisation comme interface entre la machine-outil et l outil.
Les avantages de l HSK pour l utilisateur incluent:
- Rigidité hautement statique et dynamique.
- Reproductibilité axiale et radiale de haute précision.
- Exactitude invraisemblable aux changements répétés
- Bon comportement à haute vitesse
- Temps de changement extrêmement courts
- Codification, identification
- Alimentation de la lubrification
Conseils d équilibrage et limites des vitesses de rotation
Porte-outils HSK de Kemmler sont pré-équilibré de principe à G 6,3 15.000 tr./mn.
Équilibrage fin si besoin est possible.
La vitesse de rotation est le facteur le plus important qui influence
considérablement le comportement des broches, attachements et
roulements dont les limites sont connues et c est pourquoi, lors de la
normalisation des HSK, des vitesses de rotation maximales ont été
retenues comme suit:
HSK-A/C 32 jusqu à 30.000 tr./mn
HSK-A/C 40 jusqu à 30.000 tr./mn
HSK-A/C 50 jusqu à 30.000 tr./mn
HSK-A/C 63 jusqu à 25.000 tr./mn
HSK-A/C 80 jusqu à 20.000 tr./mn
HSK-A/C 100 jusqu à 16.000 tr./mn
En fonction de l outil, à vitesses de rotation maximales, il est parfois nécessaire d équilibrer l ensemble, mandrin et outil. Des valeurs précises à ce sujet ne peuvent être déterminées que si la machine et la broche de la machine on été prises en considération ainsi que le type d outil et sa longueur dépassant le mandrin de serrage.
Définition des mots techniques de l attachement automatique HSK-A
- Collerette: rainure périphérique en Vé
- Rainure d indexage: rainure transversale sur collerette
- Rainure d entraînement, d indexage et de prise sur l échangueur. Pour les formes HSK B et D, afin d assurer le couple.
- Cavité: emplacement pour le microprocesseur
- Perçage et filetage: montage de l adducteur de la lubrification centrale
- Rainures sur le cône: reforçant l entraînement du système
- Orifice radial?: passage de la clé pour le serrage manuel
- Gorge de préhension: chanfrein incliné servant d appui aux mors de serrage
- Position de la lame d outil chez outils à un seul tranchant