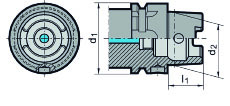
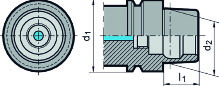
DIN 69063-1 (ISO 12164-1) Form A
Standard-Typ für Bearbeitungszentren und Fräsmaschinen. Hohlschaftkegel für automatischen Werkzeugwechsel mit Greif- und Indexiernut. Manuelle Betätigung durch Zugriffsbohrung im Kegel möglich. Aufnahmebohrung für Datenträger DIN STD 69873 im Flansch. Das Drehmoment wird kraft- und formschlüssig übertragen.
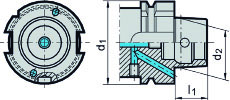
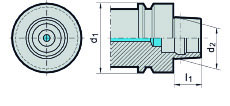
DIN 69063-2 (ISO 12164-1) Form B
Für Bearbeitungszentren, Fräs- und Drehmaschinen.
Mit vergrößerter Flanschgröße für stabile Bearbeitung. Für automatischen Werkzeugwechsel. Kühlmittelversorgung durch den Flansch. Aufnahme für Datenträger DIN STD 69873 im Flansch.
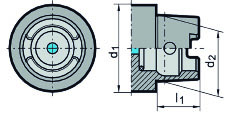
DIN 69063-1 (ISO 12164-1) Form C
Für Transferstraßen, spezielle Maschinen und modulare
Werkzeugsysteme. Hohlschaftkegel für manuellen Werkzeugwechsel. Betätigung durch Zugriffsbohrung im Kegel. Da alle Form A Halterungen mit Seitenlöchern für manuellen Werkzeugwechsel ausgestattet sind, können sie auch als Form C Halterungen verwendet werden. Das Drehmoment wird kraft- und formschlüssig übertragen.
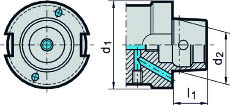
DIN 69063-2 (ISO 12164-2) Form D
Für spezielle Maschinen. Mit vergrößerter Flanschgröße für stabile Bearbeitung. Für manuellen Werkzeugwechsel. Kühlmittelversorgung durch den Flansch.
DIN 69063-5 Form E
Für Hochgeschwindigkeits-Bearbeitung. Hohlschaftkegel für automatischen Werkzeugwechsel.
Das Drehmoment wird kraftschlüssig übertragen.
Ausführung mit Zugriffsbohrung nach DIN 69893-1 nach Vereinbarung.
DIN 69063-6 Form F
Für Hochgeschwindigkeits-Bearbeitungen, hauptsächlich in der holzverarbeitenden Industrie. Hohlschaftkegel für automatischen Werkzeugwechsel. Mit vergrößerter Flanschgröße für stabile Bearbeitung. Das Drehmoment wird kraftschlüssig übertragen. Ausführung mit Zugriffsbohrung nach DIN 69893-1 nach Vereinbarung.
ISO 12164-3 Form T
Die HSK-T (T = Turning) Norm wurde speziell für den Einsatz von stehenden Werkzeugen auf Drehmaschinen entwickelt.
Im Vergleich zu den anderen HSK-Varianten ist das Mitnehmerspiel eingeschränkt und der Einfluss auf die Position der Schneide minimiert. Zusätzlich wird es möglich, ohne Umbauten am Revolver vorzunehmen, auch angetriebene Werkzeuge auf dem HSK-T Platz aufzunehmen.
DIN 69063-1 (ISO 12164-1) Form A Standard-Typ für Bearbeitungszentren und Fräsmaschinen. Hohlschaftkegel für automatischen Werkzeugwechsel mit Greif- und Indexiernut. Manuelle Betätigung durch...
mehr erfahren »
Fenster schließen
DIN 69063-1 (ISO 12164-1) Form A
Standard-Typ für Bearbeitungszentren und Fräsmaschinen. Hohlschaftkegel für automatischen Werkzeugwechsel mit Greif- und Indexiernut. Manuelle Betätigung durch Zugriffsbohrung im Kegel möglich. Aufnahmebohrung für Datenträger DIN STD 69873 im Flansch. Das Drehmoment wird kraft- und formschlüssig übertragen.
DIN 69063-2 (ISO 12164-1) Form B
Für Bearbeitungszentren, Fräs- und Drehmaschinen.
Mit vergrößerter Flanschgröße für stabile Bearbeitung. Für automatischen Werkzeugwechsel. Kühlmittelversorgung durch den Flansch. Aufnahme für Datenträger DIN STD 69873 im Flansch.
DIN 69063-1 (ISO 12164-1) Form C
Für Transferstraßen, spezielle Maschinen und modulare
Werkzeugsysteme. Hohlschaftkegel für manuellen Werkzeugwechsel. Betätigung durch Zugriffsbohrung im Kegel. Da alle Form A Halterungen mit Seitenlöchern für manuellen Werkzeugwechsel ausgestattet sind, können sie auch als Form C Halterungen verwendet werden. Das Drehmoment wird kraft- und formschlüssig übertragen.
DIN 69063-2 (ISO 12164-2) Form D
Für spezielle Maschinen. Mit vergrößerter Flanschgröße für stabile Bearbeitung. Für manuellen Werkzeugwechsel. Kühlmittelversorgung durch den Flansch.
DIN 69063-5 Form E
Für Hochgeschwindigkeits-Bearbeitung. Hohlschaftkegel für automatischen Werkzeugwechsel.
Das Drehmoment wird kraftschlüssig übertragen.
Ausführung mit Zugriffsbohrung nach DIN 69893-1 nach Vereinbarung.
DIN 69063-6 Form F
Für Hochgeschwindigkeits-Bearbeitungen, hauptsächlich in der holzverarbeitenden Industrie. Hohlschaftkegel für automatischen Werkzeugwechsel. Mit vergrößerter Flanschgröße für stabile Bearbeitung. Das Drehmoment wird kraftschlüssig übertragen. Ausführung mit Zugriffsbohrung nach DIN 69893-1 nach Vereinbarung.
ISO 12164-3 Form T
Die HSK-T (T = Turning) Norm wurde speziell für den Einsatz von stehenden Werkzeugen auf Drehmaschinen entwickelt.
Im Vergleich zu den anderen HSK-Varianten ist das Mitnehmerspiel eingeschränkt und der Einfluss auf die Position der Schneide minimiert. Zusätzlich wird es möglich, ohne Umbauten am Revolver vorzunehmen, auch angetriebene Werkzeuge auf dem HSK-T Platz aufzunehmen.